Photo, Design and Media
EIZO and VeriVide: Colour Accuracy in the Textile Industry
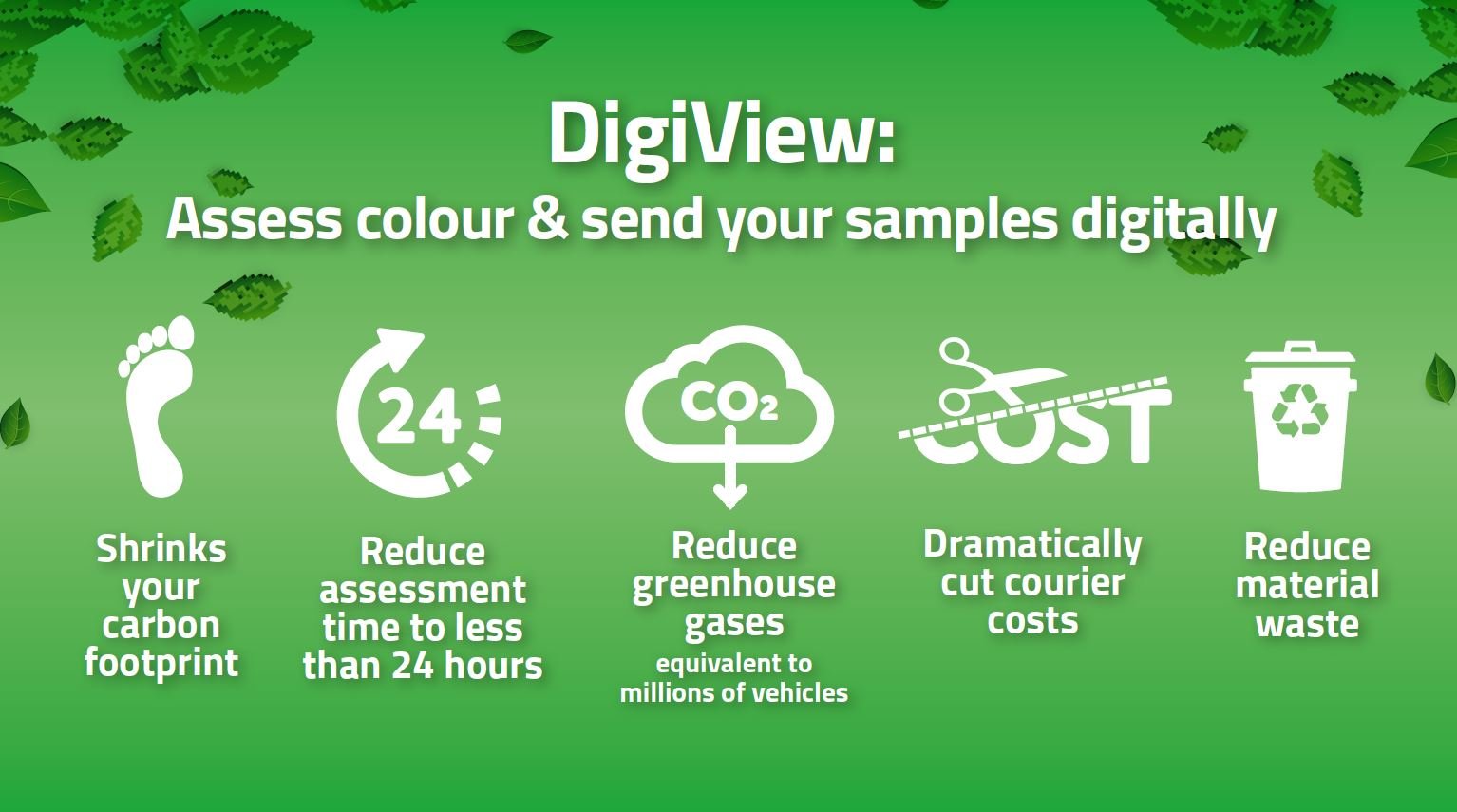
Colour accuracy is critical across so many industries, but given the environmental impact of the clothing industry, the importance of ensuring colour accuracy across textile batches and being able to remotely approve colour swatches and samples, will have a hugely positive impact on the carbon footprint of the textile industry.
We speak to Russell Thorpe from VeriVide to understand how EIZO are a critical part of VeriVide workflow which helps streamline the approvals process for many of the world’s largest clothing manufacturers. Russell is an expert in colour in the clothing and textile industry having work for Timberland, working to define the process to ensure colour consistent for the classic Timberland boots, in that iconic colour way.
VeriVide's 60-Year Journey
VeriVide has been supplying clothing manufacturers for over 60 years, starting with a traditional ‘lightbox’ to Marks & Spencer. About 20 years ago VeriVide started to move into a digital workflow, having started out with CRT screens they quickly transitioned to EIZO LCD monitors and have been utilising EIZO ColorEdge monitors for the various product iterations ever since, as Russell explains, “We’ve always had a lot of trust in the [EIZO] product and we do find as time go by, the products get more reliable by becoming more stable. We have total trust in the product now, and our customers have trust as well because they’re making commercial decisions on what they see on screen as opposed to waiting a week or so for physical samples to arrive, so the trust in technology is important.”
“Once the monitor is calibrated, we can rely on it being stable and the accuracy we get from it. We’ve done trials where we’ve compared physical sets of samples to that of an on-screen image when we’ve asked people to look at standard and batch. We always compare a the standard and batch, effectively a target versus something that you compare in and nearly 100% of cases we make the same decision on screen because what you see on screen is the relative colour difference between the target and the batch, just what you would just see in a light booth. Most businesses have been using light booths for 60 years and to get them to move over to digital workflow is purely a change in mindset.”
Transforming Textile Sustainability: VeriVide’s Digital Workflow on EIZO monitors
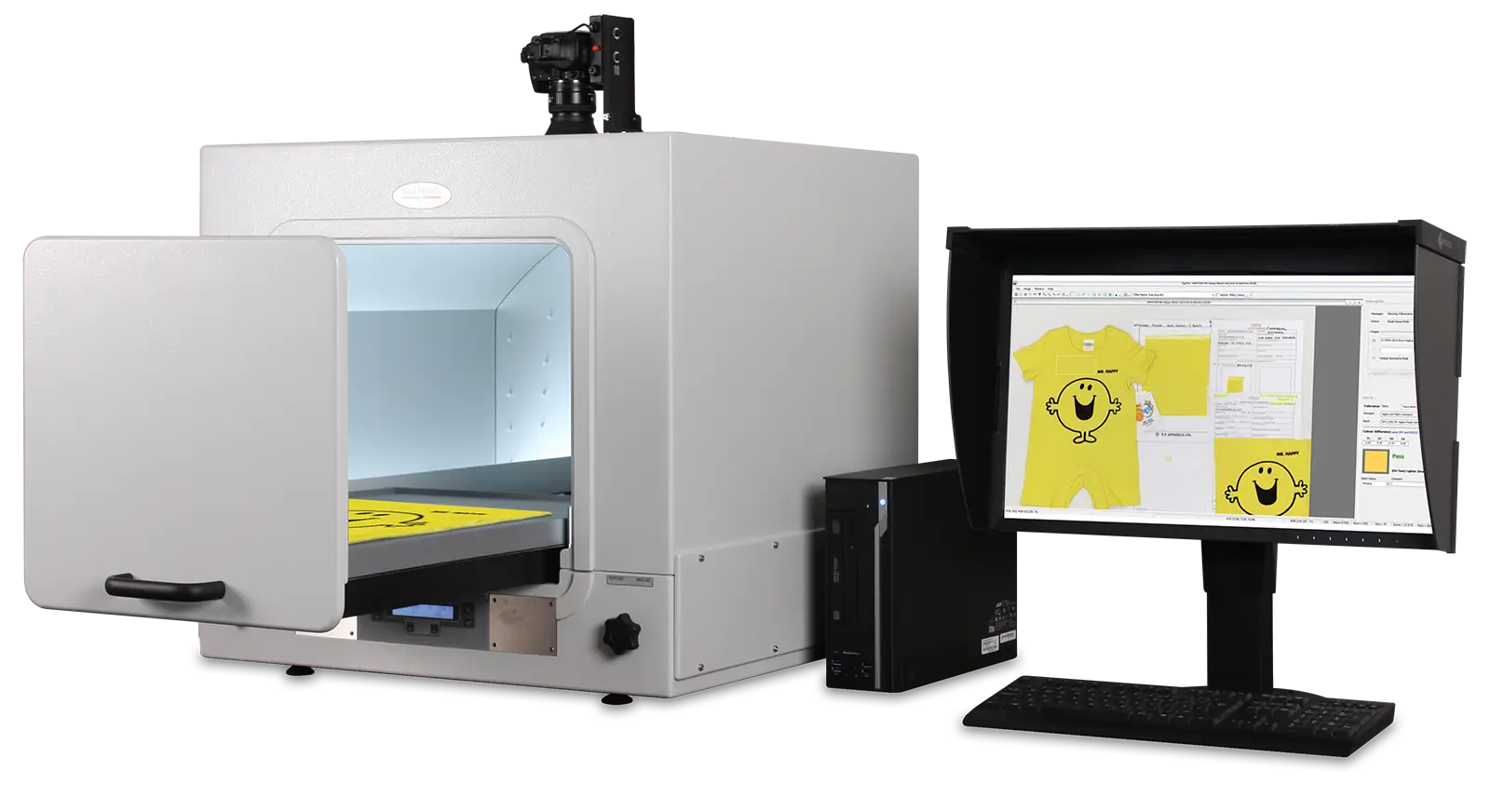
There have significant technology developments in the shift from an analogue to a digital workflow which has been led by the products and workflows developed by VeriVide, visualised on EIZO ColorEdge monitors. Technology has not been the only shift in the textile industry, like many industries the awareness of and transition to more sustainable workflows have over the past few years gone hand in hand, as the changes in an industry that is often producing faster turnarounds and cheaper products, continue to accelerate, VeriVide technology helps to ensure the consistency and quality without the needs for shipping huge quantity of test samples across the world. Russell provides some details, “Brands were doing plenty of quality and colour audits 20-30 years ago. But these audits now include process and product sustainability metrics. Most retailers and brands must report quarterly figures on sustainability aiming to get their carbon [footprint] down towards zero, they are using data from what is happening in the supply chain. So, they’ll go to the factories telling them you need to be a greener more ethical factory, ensuring workforce diversity and fair wages, you also need to invest in green measures such as solar panels and wastewater recycling, and invest in systems like the DigiEye [calibrated digital image capture system], making the colour approval process easier and faster.”
The Textiles [Industry] is the most advanced users of colour and colour measurement equipment, this is because colour is critical in fashion. You need to get colours right to sell product. Going back 50 years most retailers or brands probably had two seasons, winter and summer. They now have at least four seasons a year, with options to phase in new product as a when required. Suppliers can now offer a fast-track colour service using digital, and this is becoming the way to visualise colour and approve it remotely.
So having a digital approach has made them more flexible in in terms of speed to market and speed to market is very important in textile retailing. If you haven’t got the right colour at the right time, you’re not going to sell a particular style.”
Call out quote “DigiEye became mandatory equipment for all our NEXT offices. Decisions can be taken on the same day, saving time and delays” Gary Timmons, Fabrics Technologist, Next Women’ s Wear.
Read the full VeriVide and Next case study.
Why VeriVide and EIZO Are Leading the Charge in Sustainable Colour Matching for Textiles
Historically the Textile industry used dyed pieces of fabric or painted bits of cardboard as a way of sharing what a specific colour should look like, and they would match these swatches against the material in question. Then the digital world started to creep in through the use of spectrophotometers, which measured the light reflected off a textile or material to provide you with the numbers you need to tell you whether a textile colour is correct, but this also has limitations, because not every device is the same and the data from blacks and dark materials can be particularly tricky. The spectrophotometers can give you similar results but there can be huge variance in what the colour looks like in different lighting conditions and that ever goes for batches of the same item made in different factories to the same dye recipe. In the textile industry, this can be a massive issue, especially when restocking and having items that are meant to be the same look different to the human eye.
Russell provides same technical insight, “Spectrophotometers can measure colour to three decimal places (creating data as light references), but at VeriVide we believe colour is more than just numbers and you need to visualise colour to check if it falls outside the tolerance. For example, say the tolerance is Delta E 1.0 and you’ve got production in China telling you it is at 1.3, this would usually be a cause for rejection, but do you need to reject it?
Do you put that batch of fabric back in the dyeing machine for another 10 hours? All that energy, steam, water, chemicals and waste water just to get a slight numeric improvement in shade. Redyeing requires the fabric to be subject to more mechanical rotation within the dyeing machine and after a further 10 hours the fabric is surfaced [worn], so it automatically becomes second quality. So, you’ve just created second quality [material] because of a pass/fail number.
What we can now do with digital workflow is to is send to the customer a calibrated image of the sample for commercial review. It can be viewed on a screen and being given a much fairer consideration i.e. accept what you’ve got. It’s a more sustainable approach, you’re not wasting product, it gives it gives the ability to make a second decision other than rejecting it.
Most brands and retailers are going for more sustainable approach, particularly on cotton. So organic cotton or cotton grown in a better way is the answer. The problem is you’ve got more natural variation if you grow it organically, you’re not using pesticides and fertilisers etc, you’re not doing bad things to the soil. You’ll get colour variations from season-to-season and consumers need to understand it’s if it’s organic, expect more variation. We don’t want to chemically pre-treat the fabric being dyeing it if we know there’s variation in the in the in the natural colour. Some brands are using enzymes before bleaching it and then dyeing it, this simply undoes anything organic.
So, you’re trying to process a natural product that’s got more variation, because the way it’s grown, but then you’re trying to eliminate the variation by doing additional chemical processes to it. If it’s organic, let’s keep it organic. Brands are becoming more aware that they probably have to increase the colour tolerances a little bit just to keep the process robust and commercial (profitable for the people are doing it).” It is well documented that consumers want to understand the provenance of where things come from and they want to understand that it’s being manufactured in a sustainable way, it’s not manufactured in sweatshops. It’s not being manufactured in a way that is going to pollute the environment.
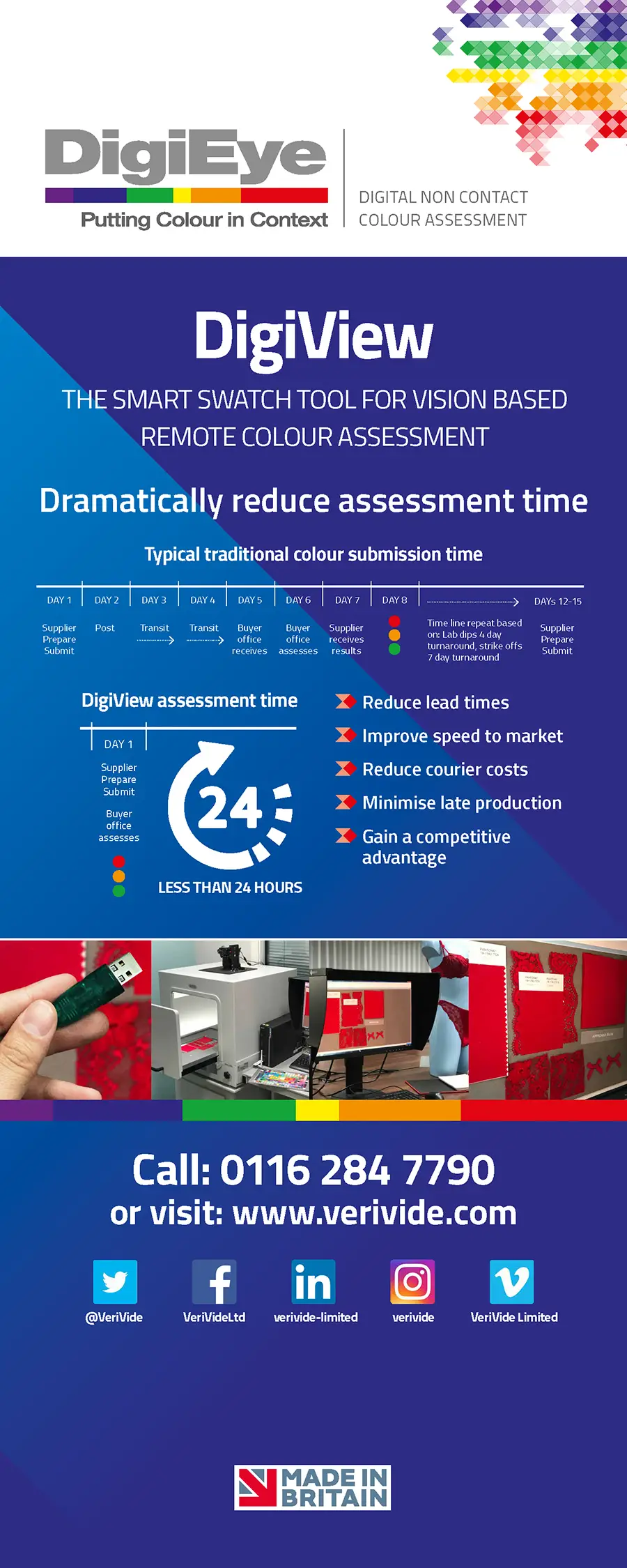
The lab dyeing process is a long process, as Russell explains, “Each lab dye will take probably a day or two, they can then submit these on to the brand or retailer for sign off. Once you’ve got sign off, you can then get orders coming through, they’ll indicate which factories have got colour approval. They get the first choice of production. So, it’s in their interest to get the colours approved as early as possible to become a preferred supplier.
They can use the DigiEye System to speed up this process. When they’ve come to place bulk orders, they will use obviously the same factory that produced the lab dye and give them the order for the bulk fabrics. Once you’ve done a batch of fabric that made like 2,000 units of small, 2,000 units of medium and 2,000 units of large, if they’re going to the store and all the mediums sell out, you need to replace that with a similar colour because of what you don’t want is a rack of garments, where the medium size are one colour and the smalls are different.
Instead of sending a physical lab, or physical piece of the bulk that takes a week to get to this owner’s desk, you can do it digitally and you can get it within a few minutes of it being sent, once you’ve digitised, you’ve got to visualise to see it, this is where the EIZO comes into play.
VeriVide’s VisionView with EIZO Delivers Reliable, Remote Colour Assessment Across the Globe
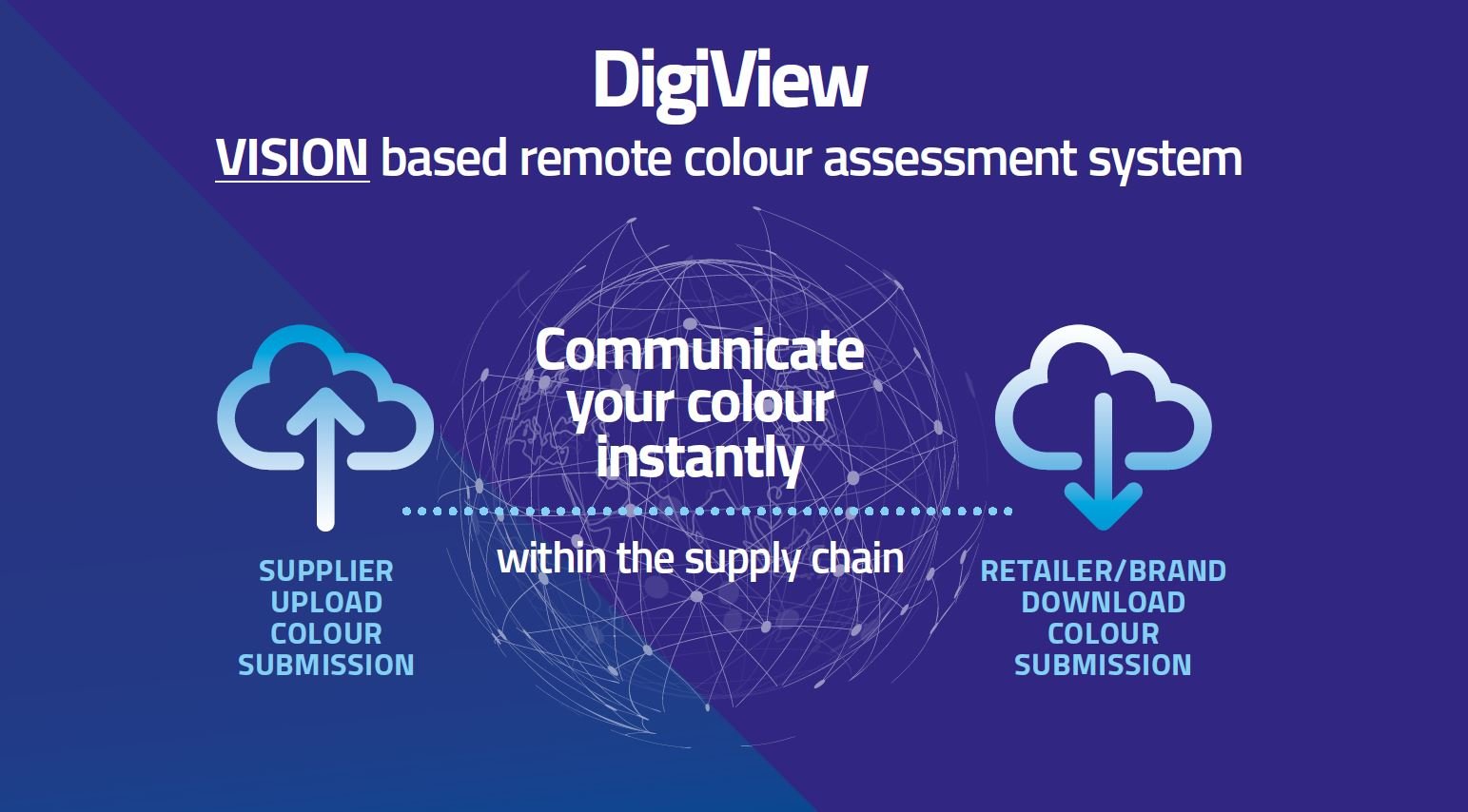
EIZO is key to our business, and our brands expect to see an EIZO in our product, particularly within the new VisionView [VeriVide’s tune-able All-LED light booth with EIZO display, for colour assessment]. We can trust the digital twin technologies; digital twin imaging contains all the colour information. You can open the image supplied as a RGB TIFF on the monitor, it will use the embedded calibration profile of the system calibration. So, if the imaging system is in Bangladesh, it’s using that profile, and will create a duplicate of the monitor image ready for immediate colour assessment.
We call this system vision based remote colour assessment; it displays the colour of the actual product not just numbers on the screen. Our new DigiView software. allows the creation of a swatch and moving it over [on the screen] or overlapping the batch, allows users to perform a visual colour comparison, if the swatch of the standard (target) disappears, it must be the same colour. If it looks slightly darker and bluer, then it is darker and bluer. It’s as simple as that, and it has made the system so user friendly for people to use. You might be buying the bottoms from Turkey, the tops from China. You can bring them together now on screen and if it doesn’t look any different, then there isn’t a colour difference that would cause concern. You’re trying to bring them together in the store and this is why you need colour continuity.”

VeriVide has bought consistency to the textile industry and have selected EIZO as the key platform for providing the digital output for their solution, which is bringing consistency to, and helping to reduce the carbon footprint of the textile industry.
Sustainability is an important part of the EIZO business ethos, and we are proud to be able to work with organisations like VeriVide, who are working to help the vast textile industry on their sustainability journey.
VeriVide have been using EIZO ColorEdge monitors having previously included the ColorEdge CG248-4K and CG279X’s. The current version of VeriVide’s VisionView cabinet contain the ColorEdge CG2700S monitor as part of the overall package.
More information about VeriVide VisionView is available if you are interested.
CONTACT EIZO to discover how ColorEdge monitors can transform your colour managed workflow!

